Wir verwenden Cookies, um Ihnen die beste Erfahrung auf unserer Website zu ermöglichen. Durch die weitere Nutzung der Website stimmen Sie der Verwendung von Cookies zu.
Oberflächen
Edelstahloberfläche
2B (IIIc)

- kaltgewalzter Edelstahl mit der Oberfläche 2B (IIIc) nach EN 10088-2
- glatte und leicht reflektierende Oberfläche, die Farbe ist gleichmäßig grau
- auf der Oberfläche sind Unregelmäßigkeiten zulässig, die während verschiedener Fertigungsverfahren entstehen
- die Rauhigkeit des Materials vor der Anwendung: 0,1μm < Ra < 0,5μm
- die Oberflächenrauhigkeit des Produktes wird nicht kontrolliert
2R (IIId, BA)

- kaltgewalzter Edelstahl mit der Oberfläche 2R (IIId) nach EN10088-2, blankgeglüht
- sehr glatte, blanke und spiegelnde Öberfläche
- auf der Oberfläche sind Unregelmäßigkeiten zulässig, die während verschiedener Fertigungsverfahren entstehen
- die Rauhigkeit des Materials vor der Anwendung: 0,03μm < Ra < 0,1μm
- die Oberflächenrauhigkeit des Produktes wird nicht kontrolliert
1D (IIa)
- warmgewalzter Edelstahl mit der Oberfläche 1D (IIa) nach EN10088-2
- weist eine leichte Rauhigkeit auf und reflektiert nur wenig
- findet sich bei dickeren Blechen,
- auf der Oberfläche sind Unregelmäßigkeiten zulässig, die während verschiedener Fertigungsverfahren entstehen
- die Rauhigkeit des Materials vor der Anwendung: 2μm < Ra < 6μm
- die Oberflächenrauhigkeit des Produktes wird nicht kontrolliert
Behandlung der Edelstahloberfläche
Edelstahlblech mit der Oberfläche 2B, 2R oder 1D kann je nach Kundenwunsch und Anforderungen des technologischen Prozesses, für den der Behälter verwendet wird, unterschiedlich bearbeitet werden. Verschiedene Oberflächenbearbeitungen geben dem Edelstahl ein unterschiedliches Erscheinungsbild und unterschiedliche Rauhigkeit. Während bei der äußeren Flächen der Schwerpunkt auf dem Aussehen der Oberfläche liegt, ist es bei der Innenflächen des Behälters wichtig, dass sie glatt und leicht zu reinigen sind.
Das Unternehmen Škrlj bietet Produktionskapazitäten für die Implementierung verschiedener Edelstahlverarbeitungsverfahren. Wir verfügen über Maschinen zum Schleifen und Polieren flacher Bleche und Tankböden, Maschine zum Marmorieren des flachen Blechs, auch Sandstrahlen mit CrNi-Perlen und Elektropolieren werden im Werk ausgeführt.
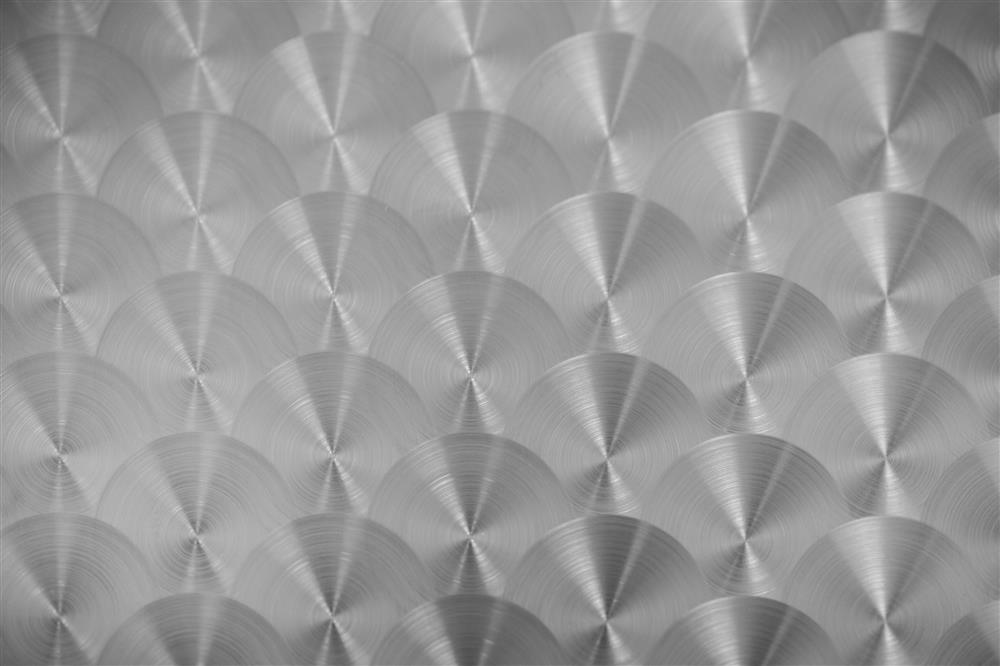
Marmorierte Oberfläche
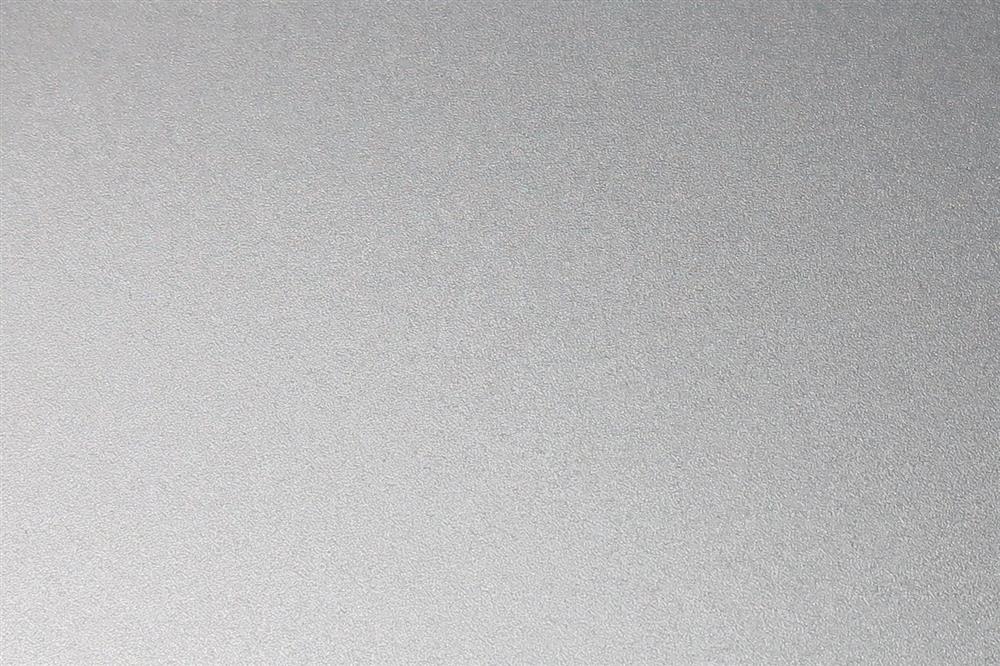
Sandgestrahlte Oberfläche
TiN-Farbbeschichtung, kupferfarbig
Scotch brite

Geschliffene Oberfläche K80
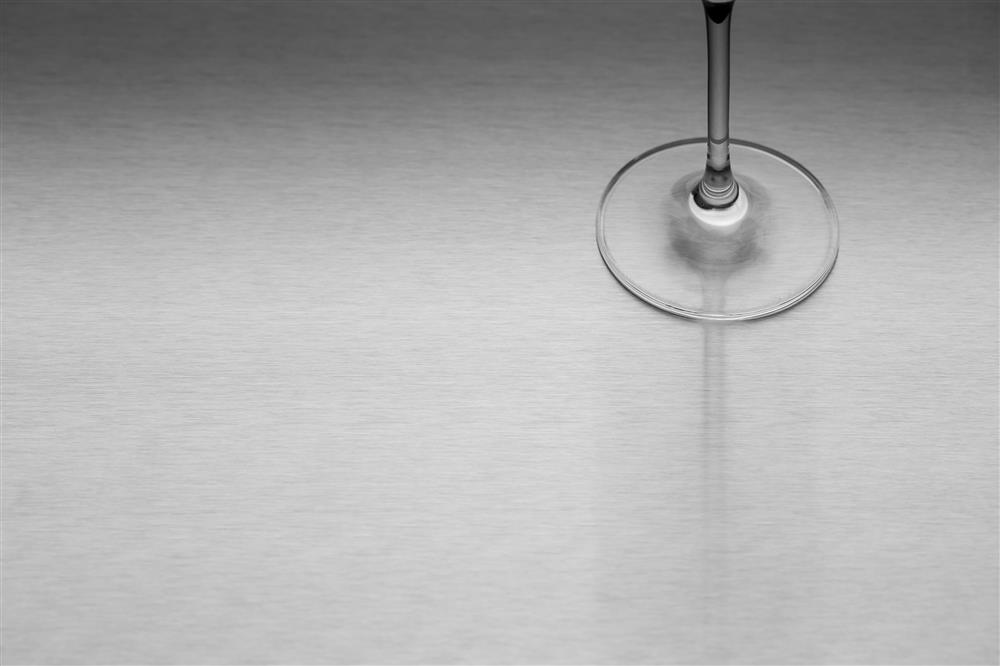
Geschliffene Oberfläche K120

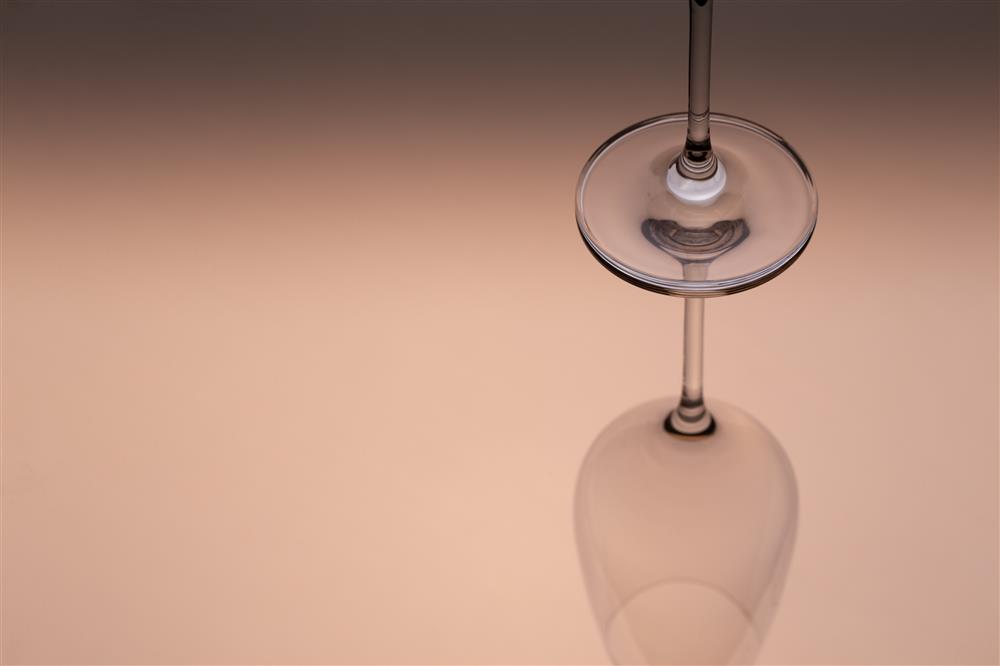
Mechanisch polierte Oberfläche
Hochglanzpolierte Oberfläche No.8
Eigenschaften der Edelstahloberflächen
|
MARMORIERT |
|
|
PASSIVIERT |
|
|
SCOTCH BRITE |
|
|
SANDGESTRAHLT, |
|
|
TiN-Beschichtung |
|
|
GESCHLIFFEN |
|
|
GESCHLIFFEN |
|
|
MECHANISCH POLIERT |
|
|
MECHANISCH POLIERT |
|
|
ELEKTROPOLIERT |
|