Wir verwenden Cookies, um Ihnen die beste Erfahrung auf unserer Website zu ermöglichen. Durch die weitere Nutzung der Website stimmen Sie der Verwendung von Cookies zu.
Blechschneiden
Blechzuschnitt aus Coils
Edelstahlbleche in verschiedenen Qualitäten und Stärken erhalten wir in Coils. Diese werden dann auf einen Abwickler montiert, um zugeschnitten zu werden. Der gesamte Zuschnitt erfolgt nach präzise definierten Parametern und umfasst mehrere Prozessschritte:
Abwickeln, Richten und Zuschneiden auf Maß
Der Abwickler führt das Blech kontinuierlich vom Coil über eine Richtanlage in die Schneidanlage. Anschließend wird das Material mit hoher Präzision auf definierte Formate zugeschnitten, die für die weitere Verarbeitung und die Endprodukte benötigt werden.
Folierung
Bei Bedarf wird das Blech mit einer Schutzfolie versehen, um die Oberfläche während der weiteren Bearbeitungsschritte vor Kratzern und Beschädigungen zu schützen.
Lagerung
Die zugeschnittenen Blechteile gelangen entweder direkt in die Produktion oder werden in einem automatisierten Lagersystem zwischengelagert, bis sie für die nächsten Fertigungsschritte benötigt werden. Durch den automatisierten Blechzuschnitt aus Coilmaterial gewährleisten wir eine optimale Materialausnutzung, minimale Handhabung und einen effizienten, kontinuierlichen Produktionsfluss.

Hochregallagersystem
Der Lagerturm für Bleche gewährleistet eine übersichtliche und sichere Lagerung der zugeschnittenen Bleche vor deren weiterer Verwendung im Produktionsprozess.
| Vorteile: | - Auszugstablar-System für schnelle und einfache Handhabung der zugeschnittenen Bleche, - bessere Zugänglichkeit und reduzierte Materialhandhabung, - immer aktueller Überblick über den Lagerbestand, - maximale Ausnutzung des Lagerraums. |
| Kapazität (Lagerturm): | 74 Paletten |
| Gesamtkapazität: | 148 Tonnen |

2D-Laserschneiden mit Fasertechnologie
In unserer Fertigung setzen wir eine moderne 2D-Faserlaserschneidanlage ein, die hochpräzises Schneiden unterschiedlichster Formen – auch komplexer Konturen – ermöglicht.
Vorteile und Schneidkapazität:
| Vorteile: | - äußerst geringe Toleranz für höchste Qualität und Wiederholgenauigkeit, - präzise Schnitte mit minimaler Wärmeeinflusszone (HAZ), die keine zusätzliche mechanische Kantenbearbeitung erfordert, - CNC-Steuerung für schnelle und automatisierte Abläufe, - optimierte Schneidprozesse senken Kosten und reduzieren Verschnitt, - Verarbeitung verschiedener Blecharten und -stärken, flexible Anpassung ohne Werkzeugwechsel, - energieeffiziente Technologie. |
| Geeignete Materialien: | alle Stahlarten, Aluminium und Aluminiumlegierungen, Eisen und weitere Materialien; auch Vierkant-, Rund- und Rechteckrohre |
| Max. Schneidabmessungen: | 1500 x 3000 mm |
| Max. Materialstärke: | 25 mm |
| Schnitttoleranz: | +/- 0,05 mm |
Roboter- und Lageranlage COMBO TOWER
Die geschnittenen Blechbauteile werden durch ein automatisiertes System mit integriertem Roboter weiterverarbeitet. Der Roboter entnimmt die Teile und sortiert bzw. lagert sie automatisch im COMBO TOWER Lagersystem ein. So werden schnelle, präzise und sichere Lagerprozesse gewährleistet.
| Vorteile des automatisierten Lagersystems: | - schneller und präziser Materialfluss, - sichere Lagerung bei minimalem Beschädigungsrisiko, - ooptimale Raumausnutzung, - reibungsloser Produktionsablauf mit minimaler manueller Handhabung, - der integrierte Roboter und das automatische Lagersystem ermöglichen den Lasereinsatz auch ohne Anwesenheit eines Bedieners. |
| Min. Größe des zugeschnittenen Teils | 200 x 200 mm |
| Max. Größe des zugeschnittenen Teils | 1500 x 3000 mm bzw. 500 kg |
| Kapazität (Lagerturm): | 25 Paletten |
| Gesamtkapazität: | 75 Tonnen |

Robotergestützte Laserschneidzelle mit integriertem 3D-Vision-System
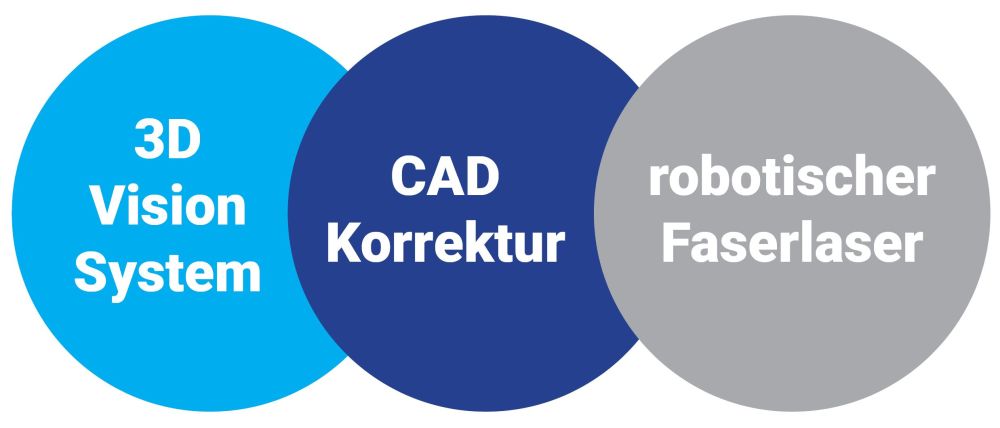
In unserer Produktion verfügen wir über eine moderne robotergestützte Laserschneidzelle, die auf Faserlaser-Schneiden in Kombination mit einem 3D-Vision-System basiert. Durch den Abgleich eines erfassten 3D-Scans mit dem entsprechenden CAD-Modell (STEP-Datei) erfolgt eine automatische Korrektur der Schneidbahn. Dadurch werden eine hohe Präzision und Wiederholgenauigkeit des Prozesses auch bei Bauteilen mit geometrischen Abweichungen sichergestellt.


Die Anlage stellt ein adaptives Fertigungssystem dar, das mehrere Technologien vereint: einen robotergestützten Faserlaser, ein 3D-Vision-System sowie eine CAD-basierte Prozesskorrektur.
Wie funktioniert die Maschine?
1) Die 3D-Kamera scannt das tatsächliche Werkstück.
2) Das System vergleicht die reale Geometrie des Werkstücks mit dem CAD-Modell.
3) Das System führt automatisch eine Korrektur der Schneidbahn des Roboters durch.
4) Der Faserlaser führt den Schnitt mit der entsprechenden Geometrie aus (auch Fasen für das Schweißen).
Vorteile und Schneidkapazität:
| Vorteile des Laserschneidens mit 3D-Vision-System: | - adaptive Bearbeitung (Kompensation von Abweichungen an realen Werkstücken), - hohe Wiederholgenauigkeit unabhängig von Variationen der Werkstücke, - weniger manuelle Nacharbeit (Schleifen, Kantenvorbereitung), - verkürzte Vorbereitungszeit von Fasen für Schweißverbindungen, insbesondere bei Böden (bis zu 70 % kürzere Zeit für die Schweißnahtvorbereitung), - geringere Bedienerabhängigkeit, - kosteneffizientere Produktion. |
| Max. Werkstückabmessungen: | 2000 × 4000 × 1000 mm (B×L×H) |
| Max. Bodendurchmesser: | 3000 mm |
| Max. Werkstückdicke: | 25 mm |
| Max. Werkstückdicke – Schrägschnitt: | bis 20 mm |
| Beispiele für Werkstücke: | - Böden (Behälterböden und Deckel) - Profile größerer Abmessungen (Rund-, Vierkant-, UPN-Profile, I-Profile) - runde Edelstahlplatten oder Ringe (Flansche) - Elektroschränke - Türrahmen für Behälter |
Mehrwert für unsere Kunden:
- höhere Qualität und Konsistenz der Produkte,
- kürzere Lieferzeiten.
Vergleich verschiedener Blechschneidverfahren:
| Klassisches CNC- oder Laserschneiden: | Robotische Laserzelle mit integriertem 3D-Vision-System: |
| - erfordert eine präzise Spannung des Werkstücks - erfordert eine vorgängige Vorbereitung der Schweißkanten - führt den Schnitt entlang einer festen Bahn aus - geringe Toleranz gegenüber Abweichungen |
- ermöglicht die Bearbeitung ohne zeitaufwändige Spannung - verkürzte Vorbereitungszeit der Schweißkanten - automatische Korrektur der Schneidbahn des Roboters - vollständige Wiederholgenauigkeit der Ausgangsteile - höherer Automatisierungsgrad |
Laserschneiden von Rohren
Das Laserschneiden von Rohren ist ein modernes und präzises Verfahren, das schnelle und exakte Schnitte bei Rohren mit unterschiedlichen Durchmessern und Wandstärken ermöglicht.
| Vorteile: | - saubere, glatte Schnittflächen, keine zusätzliche mechanische Kantenbearbeitung erforderlich, - CNC-gesteuert für schnelle und reproduzierbare Ergebnisse, - minimale Wärmeeinflusszone (HAZ), keine Veränderung der Materialeigenschaften, - präzise Programmierung reduziert Materialabfall. |
| Geeignete Materialien: | Edelstahl, Eisen, Aluminium |
| Max. Rohrlänge: | 6000 mm |
| Max. Rohrdurchmesser: | ∅ 220 mm |
| Max. Wandstärke: | 10 mm |
CNC-Wasserstrahlschneiden
Das Schneiden mit einem abrasiven Wasserstrahl ist ein umweltfreundliches Verfahren, da weder schädliche Dämpfe entstehen noch Abfälle anfallen, die einer speziellen Entsorgung bedürfen. Für den Schnitt wird die Kraft eines feinen Strahls aus Wasser und Quarzsand genutzt, wodurch ein Kalttrennschnitt ohne Wärmeeinflusszone (WEZ) ermöglicht wird. was das Verfahren ideal für temperaturempfindliche Materialien macht. Es eignet sich besonders für dickere Materialien sowie für das Schneiden komplexer Geometrien.
Der abrasive Hochdruckwasserstrahl (Druckbereich: 0–4000 bar) trägt das Grundmaterial durch Erosion ab und führt einen präzisen Schnitt aus. Der A-Jet-Schneidkopf wird über eine CNC-Software gesteuert. Der verstellbare Schneidwinkel (0°–60°) erlaubt vielfältige Schnitte, auch Kreise und Kurven.
Vorteile und Schneidkapazität:
| Vorteile: | - extrem vielseitig (breite Material- und Stärkenpalette), - geeignet für komplexe Konturen und Formen, - Kaltschneiden ohne thermische Beeinflussung, keine Verformung oder Materialveränderung, - hochpräzises CNC-gesteuertes Schneiden, - hochwertige Schnittkanten, kaum Nachbearbeitung notwendig, - geringer Materialverlust. |
| Geeignete Materialien: | Edelstahl, Aluminium (Al), Kupfer (Cu), Baustahl (S235), Gummi, Kunststoff, Stein, Messing, Plexiglas... |
| Max. Schneidabmessungen: | 2000 x 6000 mm (x,y) |
| Max. Materialstärke: | 200 mm |
| Schnitttoleranz: | +/- 0,2 mm |