Da bi vam olajšali uporabo našega spletnega mesta, uporabljamo piškotke. Z obiskom in uporabo spletnega mesta soglašate z uporabo piškotkov.
Obdelava površin
Osnovne površine pločevine
2B (IIIc)

- hladno valjana pločevina s površino 2B (IIIc) po standardu EN 10088-2
- gladka in rahlo odsevna površina, barva je enakomerno siva
- hrapavost pločevine (pred pričetkom izdelave): 0,1μm < Ra < 0,5 μm
- na površini so dopustne nepravilnosti, ki nastanejo pri različnih postopkih izdelave
- hrapavost izdelka ni kontrolirana
2R (IIId, BA)

- hladno valjana pločevina s površino 2R (IIId) po standardu EN10088-2
- zelo gladka, svetla in odsevna površina
- na površini so dopustne nepravilnosti, ki nastanejo pri različnih postopkih izdelave
- hrapavost uporabljene pločevine (pred pričetkom izdelave): 0,03μm < Ra < 0,1 μm
- hrapavost izdelka ni kontrolirana
1D (IIa)
- toplo valjana pločevina s površino 1D (IIa) po standardu EN10088-2
- rahlo hrapava, minimalno odsevna
- pogostejša uporaba pri debelejši pločevini
- na površini so dopustne nepravilnosti, ki nastanejo pri različnih postopkih izdelave
- hrapavost uporabljene pločevine (pred pričetkom izdelave): 2μm < Ra < 6 μm
- hrapavost izdelka ni kontrolirana
Dodatna obdelava površine
Pločevino z osnovno površino 2B, 2R ali 1D lahko glede na želje stranke in zahteve tehnološkega procesa, za katerega se bo posoda uporabljala, še dodatno obdelamo. S tem površina pridobi drugačen vzorec in hrapavost. Medtem ko je pri zunanji površini poudarek na izgledu, je za notranje površine posode pomembno, da so gladke in omogočajo enostavno čiščenje.
V podjetju Škrlj razpolagamo s proizvodnimi kapacitetami za izvedbo različnih postopkov obdelave nerjavnega jekla. Imamo stroje za brušenje ravnih površin in podnic, stroj za krožkanje, komoro za peskanje s CrNi perlami, sami izvajamo tudi mehansko poliranje in elektropoliranje.
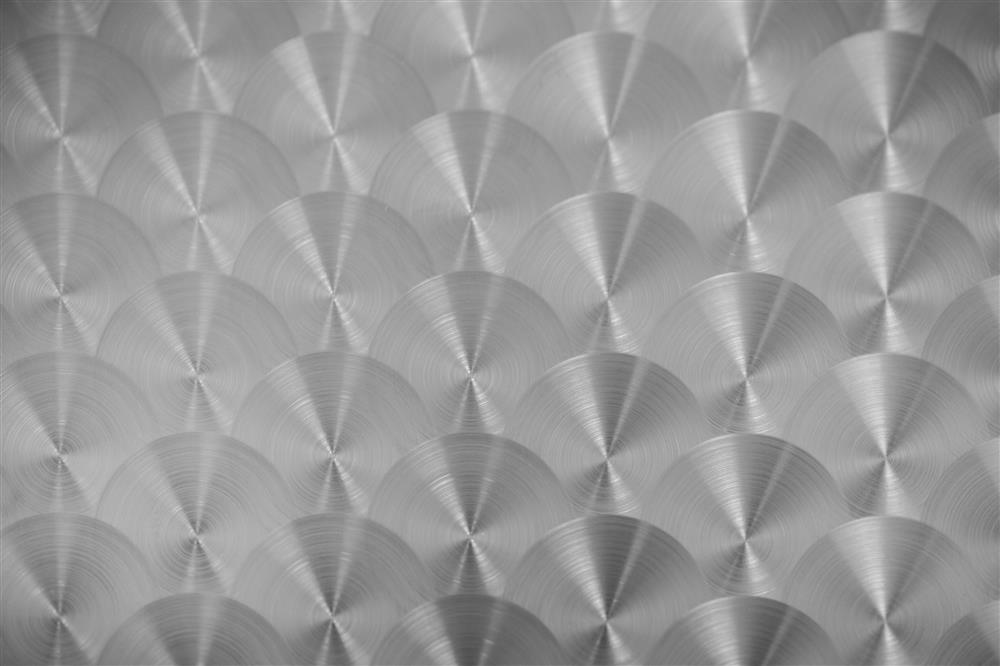
Krožkana površina
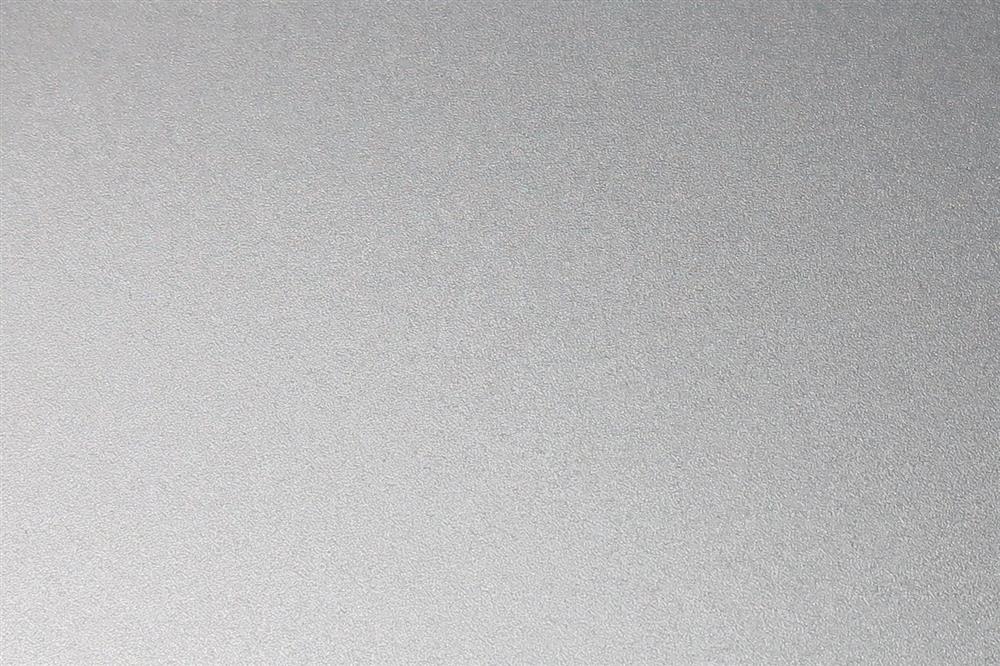
Peskana površina
TiN-prevleka, barva bakra
Scotch brite

Brušena površina K80
Brušena površina K120

Mehansko polirana površina
Polirana površina No.8
Lastnosti površin
| KROŽKANA (K) |
|
|
PASIVIRANA |
|
| SCOTCH BRITE (SB) |
|
| PESKANA CrNi perle (S) |
|
| TiN-prevleka |
|
|
BRUŠENA |
|
| BRUŠENA B80 / B120 / B180 / B220 / B320 |
|
|
MEHANSKO POLIRANA |
|
| MEHANSKO POLIRANA P08 / P06 / P04 |
|
| ELEKTROPOLIRANA E08 / E06 / E04 |
|